

康耐视的视觉技术使巧克力爱好者满意
如果你负责把一款广受欢迎的巧克力产品销售给其爱好者,你必须确保使所有人感到满意。如果这是一款具有百年历史、名为Mannerschnitte或Neapolitaner的巧克力威化,这种责任感就更加强烈了。只有品质完美和质量统一的产品才能确保成功的营销。得益于康耐视的In-Sight 5400视觉传感器,Manner公司能够确保所有的Mannerschnitt威化首先经过完整的检测,然后运送到工厂外进行销售。
全世界最大的烤箱
全世界最大的烤箱位于林茨(Linz)附近的Perg,其平板威化和饼干的年生产量达到8000吨。大量的产品由一百名员工进行处理,他们确保把各种产品进行独立的包装,然后放到纸箱里。在食品行业中卫生问题是十分重要的,因此产品的包装必须正确无误并且完全密封。
苛刻的消费者
巧克力的消费者对产品具有苛刻的要求。如果包装瑕疵影响了原有的榛子口味,公司可能会失去消费者。投诉会引起一系列后果,如经济赔偿和口碑不佳。对消费者购买的产品必须确保百分之百无瑕疵。这不仅适用于公司自有品牌的产品,也适用于为其它大客户生产的产品,因为这是市场的重要部分。
如何实现百分之百无瑕疵?
公司需要一款新的解决方案来满足日益增长的质量要求,并决定使用视觉系统作为解决方案,但是很明显该视觉系统必须能够应对挑战并符合以下要求:
- 400个包装/分的情况下稳定地检测所有包装。
- 具备适应不同产品类型变化的灵活性。
- 简易的操作和编程。
- 目标是使用新的检测站使整个生产过程更为平稳。
许多不同的特性需要同时检测,并需要用简易的方式对系统进行训练:
- 种不同的包装颜色。
- 打印在包装上的不同语言的100篇文本。
- 检测标签位置。
- 确保包装无凹陷或瑕疵。
- 验证图片和文字的正确性。
以最快的时间整合解决方案
康耐视的系统集成合作伙伴、位于林茨的Schmachtl有限公司对Perg工厂进行了可行性研究,并且Manner公司对此研究结果表示满意。该解决方案使用了康耐视的In-Sight® 5400视觉传感器,使检测站的设计简易化,因此Manner公司自己的工程/维护团队能够完成机械设置和安装。检测站对以下项目进行检测:标签是否放置在距包装的左右边缘相等距离的位置,包装是否有凹陷或瑕疵,包装上的图片和文字,等等。
Manner公司于2006年4月底订购了该系统,在5月底整个质量控制站已经安装就绪。为了从一开始就确保操作员和生产过程的高效,位于林茨的Schmachtl有限公司已经实施了为客户定制的视觉任务编程,来应用于类型多样的不同包装。不同部件特性的变化程度意味着让操作员简易地控制检测站是十分重要的。
在各种方位和位置实现产品定位
得益于高性能的In-Sight 5400视觉传感器和功能强大的PatMax®视觉软件,许多不同的特性能够以同步和快速的方式进行检测。在此应用环境中Patmax所体现的重要优势使得Mannerschnitt威化无需固定在传送带的特别位置就能通过检测站。该视觉系统同时检测由外部供应商提供的产品包装瑕疵,这样公司就消除了产品被退回的现象。
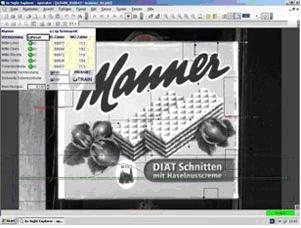
12个“窗口”确保检测的万无一失
为了充分使用In-Sight 5400的强大处理功能以获得公司所追求的高生产率,Schmachtl把整个包装图像区域分成了12个独立的PatMax窗口,从而以更快速、灵活和高效的方式来检测包装特性。当这些特性组合起来后,就能显示产品是否无缺陷。例如,有两个窗口专门用来确定包装是否居中。另一个区域则用于图案匹配,比如确定榛子图像是否存在,并且检测包装边缘是否有凹陷和裂纹。
生产率提高5%,不再收到投诉
由于该视觉系统使用和操作十分简易,Manner公司的员工可以轻松地对整个包装机械内的视觉系统进行多种特性的训练。这样员工就能对各种类型的差错进行快速反应。例如,如果产品包装有凹陷,它会导致流水线的堵塞,从而引起不必要的额外产品剔除。如今这样的现象已保持在最低水平,且公司能够确保包装密封、外观完美无瑕。这一改善所带来的最明显的效果是公司不再收到任何的投诉,这样就节省了寻找问题根源的成本。由于流水线的中断率保持在最低水平,生产率提高了近5%。
Perg工厂的经理Reinhard Gassner说道:“如果传送带的工作速度是每分钟270个包装,几秒的生产差错就意味着几十个包装被剔除。这不仅是成本问题,而且会对生产流程产生不利影响。现在这样的问题已经得到解决。”
具备前瞻性的生产理念
基于首批检测站的成功运行,Manner公司正考虑生产的其它方面是否能从视觉系统中获益。对每个包装的百分之百质量检测同时保证了大量的客户订单,并且改善了质量认证。 由于Perg工厂具备把最佳的工程技术和有效的视觉技术相结合的专长,该工厂已经成为Manner公司有能力融汇各种技术的中心。